Dimana-mana ada produk yang terbuat dari material plastik, sebagai contohnya adalah produk cetakan pasir pantai, Bagaimana […]
Desain yang benar-benar hebat adalah desain yang inovatif dan yang sesuai dengan kebutuhan para pelanggan kita, […]
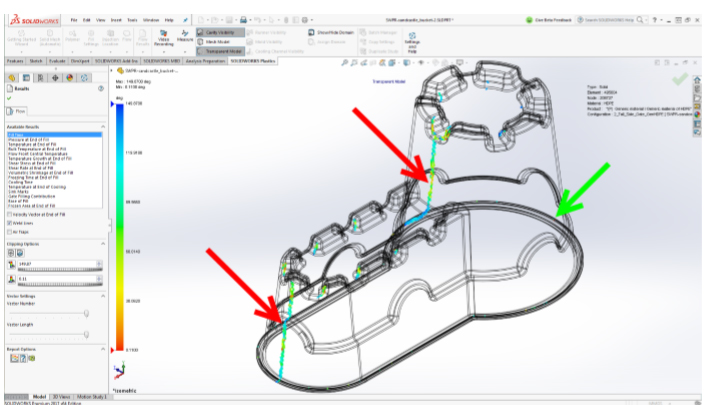
Akankah desain Anda melewati proses injection molding? Periksa dengan SOLIDWORKS Plastic , Memproduksi komponen injeksi plastik berkualitas […]
SOLIDWORKS Plastics – Injection plastic adalah system penyuntikan material plastik cair kedalam suatu cetakan untuk mendapatkan […]
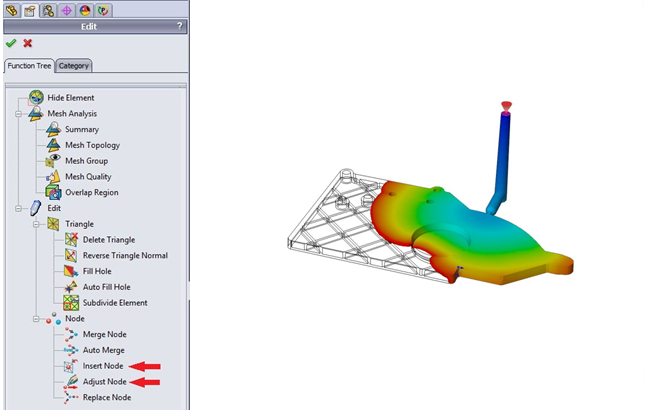
Menambah dan Memodifikasi Nodes pada saat shell mesh di SolidWorks Plastics, Seperti yang sudah kita ketahui […]
SolidWorks Plastics – Pernahkah Anda menjumpai kata-kata defect, short shot, shink mark, weld line dsb. ??? […]
PT ARISMA DATA SETIA

PT. Arisma Data Setia is a computer system integrator company specializes itself in 3D CAD solution and computer network infrastructure . Trusted to be the SolidWorks Authorized Reseller since 1996. Jakarta : 0812-9092-7445 Cikarang : 0812-9092-7445 Surabaya : (031) 807 4179 E: info.solidworks@arismadata.com W: https://arismadata.com/solidworks |