Tahap pengisian adalah tahap penting dalam siklus injection Mold. Mulai dari Resin sebagai bahan, dalam hopper, […]
Bagaimana Cara mengetahui Cacat Produk seperti short shots, sink marks , air trap dan Weld Line […]
Dimana-mana ada produk yang terbuat dari material plastik, sebagai contohnya adalah produk cetakan pasir pantai, Bagaimana […]

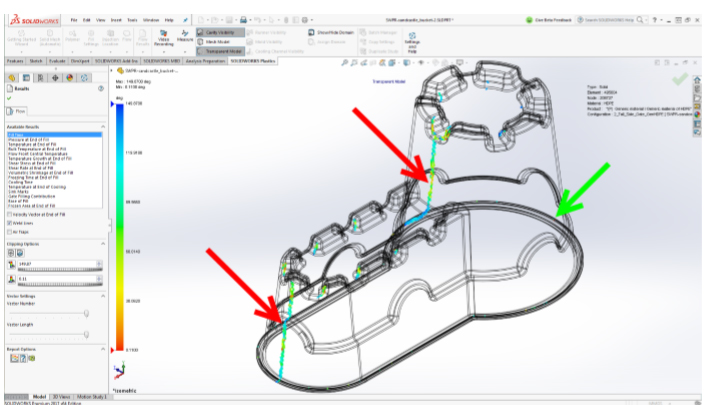
bagaimana cara melakukan analisa injeksi dengan solidworks plastics ? dalam video dibawah ini akan menjelaskan, bagaimana […]
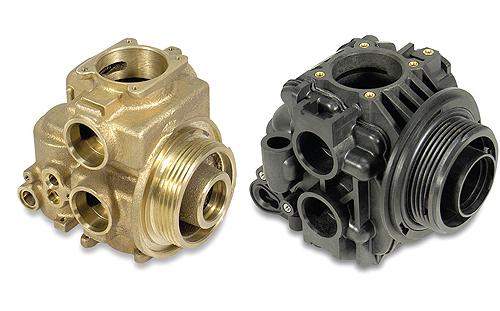
Pernahkah Anda berfikir untuk mengganti bagian logam Anda menjadi plastik? Ini mungkin bisa menjadi pilihan yang […]
PT ARISMA DATA SETIA

PT. Arisma Data Setia is a computer system integrator company specializes itself in 3D CAD solution and computer network infrastructure . Trusted to be the SolidWorks Authorized Reseller since 1996. Jakarta : 0812-9092-7445 Cikarang : 0812-9092-7445 Surabaya : (031) 807 4179 E: info.solidworks@arismadata.com W: https://arismadata.com/solidworks |