 | PT Arisma Data Setia
| PT Arisma Data SetiaConventional forging
With conventional forging, as the dies approach, the alloy plastically deforms and flows laterally touching the side walls of the die. The alloy continues to flow outside of the impression forming flash. a the flash thins it cools causing resistance to additional deformation. The cooled flash then adds pressure to the inside of the die cavity to promote metal flow into any design impressions that are unfilled.
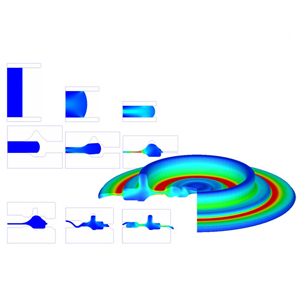
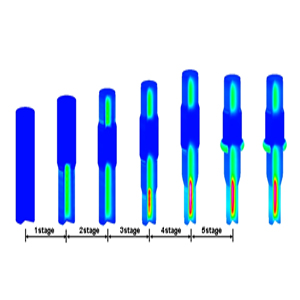 Simulation of a precision shaft cold forging process Simulation of a precision shaft cold forging process |
 Simulation of an agricultural machinery part forging Simulation of an agricultural machinery part forging |
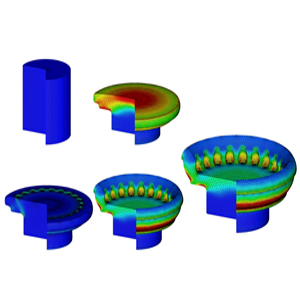
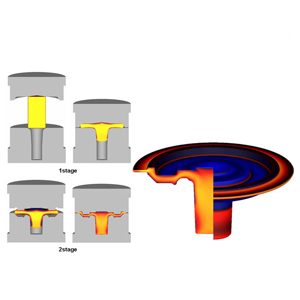
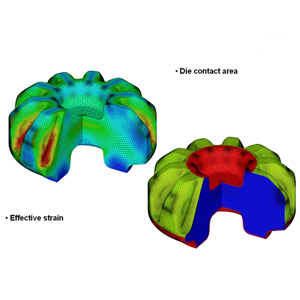
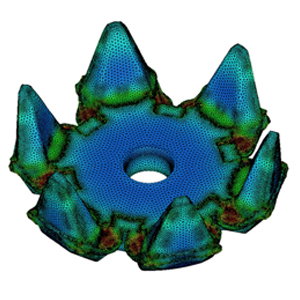 Simulation of rotor pole forging simulation Simulation of rotor pole forging simulation |
Automatic multi stage forging
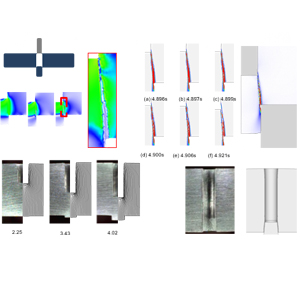
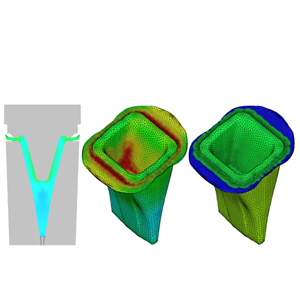 Simulation of ripper tooth hot forging process Simulation of ripper tooth hot forging process |
 Simulation of a hub hot forging process Simulation of a hub hot forging process |
 Simulation of a self-contacting problem Simulation of a self-contacting problem |
Closed die forging with flash
 3D simulation of an axi-symmetric forging process 3D simulation of an axi-symmetric forging process |
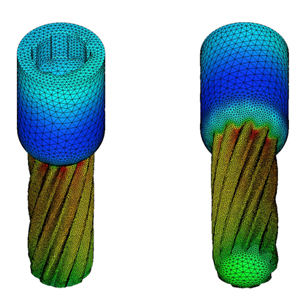
 Simulation of a helical gear forging process Simulation of a helical gear forging process |
 Simulation of a steering pinion forging process Simulation of a steering pinion forging process |
Closed die forging without flash
 Die elastic deformation in cold forging Die elastic deformation in cold forging |
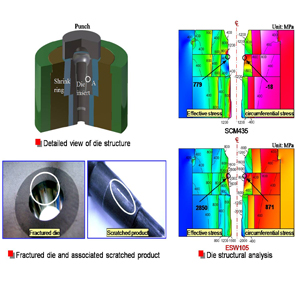 The failure case of ballstud cold forging process The failure case of ballstud cold forging process |
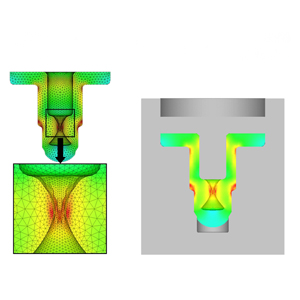
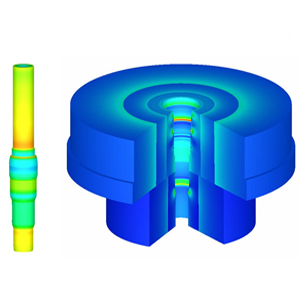 Die structural analysis of the precision shaft forging Die structural analysis of the precision shaft forging |
Die structural analysis
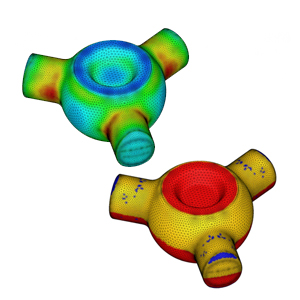 Tripod forging simulation Tripod forging simulation |
 Long shaft bevel gear forging simulation Long shaft bevel gear forging simulation |
 Intelligent forging simulation Intelligent forging simulation |
Enclosed die forging
 Micro-forming |
Micro forming or large scale workpiece forming
 Piercing 2D and 3D |
 Deep piercing |
Piercing
Contact Us
SEND YOUR SUPPORT SERVICE REQUESTS ON BUSINESS TIMES AND DAYS, MONDAY TO FRIDAY